
Узнайте о наших передовых производственных линиях экструзии PET и PLA для современной упаковочной промышленности. Эти производственные линии высокой мощности способны производить до 1500 кг / ч продукции и предназначены для обеспечения высокого качества и эффективности. Наши машины предлагают такие варианты, как одновинтовые экструзионные линии с кристаллизаторами и осушителями и двухвинтовые линии для упрощенного производства, которые производят превосходные ПЭТ - пластины, известные своей прозрачностью, долговечностью и универсальностью, для различных применений, от косметики до упаковки продуктов питания. Эти производственные линии пользуются доверием во всем мире и устанавливают новые стандарты для производства пластиковой упаковки.
Производственная линия экструзии пластин ПЭТ (полифталат гликоля) используется для производства высококачественных ПЭТ - листов. Благодаря своей высокой прозрачности, отличным механическим свойствам и перерабатываемости, эти таблетки широко используются в упаковке пищевых продуктов, упаковке лекарств и упаковке электронных продуктов. В этой статье подробно описывается процесс производства линии экструзии ПЭТ - листов, основное оборудование, технические характеристики, области применения, общие спецификации и анализ рынка.
I. ПРОЦЕСС ПРОИЗВОДСТВА
1. Сухое сырье
ПЭТ - смола обладает сильной влагопоглощающей способностью. При недостаточной сушке в процессе обработки могут возникнуть гидролизные
реакции, которые влияют на механические свойства и качество поверхности изделия. Поэтому ПЭТ - сырье должно быть полностью высушено
перед обработкой. Как правило, сырье высыхает при 160°C в течение 4 - 6 часов, чтобы снизить содержание воды ниже 50 ppm.
Высокоэффективные осушители обычно используются для обеспечения того, чтобы сырье достигало требуемого уровня сушки, закладывая
прочную основу для последующих процессов экструзии и пластификации.
2. Выдавливание и пластификация
Сухое ПЭТ - сырье подается в экструдеры, которые обычно бывают двух типов: одновинтовые экструдеры и двухвинтовые экструдеры.
Винт вращается в цилиндре с высокой скоростью, используя сдвиг и нагрев для плавления и пластизации ПЭТ - материала. В экструдере
используется зональный контроль температуры, который позволяет точно регулировать температуру в каждой области в соответствии с
технологическими требованиями, чтобы обеспечить равномерное плавление. Оптимизированная конструкция винта и точный контроль
температуры не только повышают эффективность пластизации, но и снижают потребление энергии, сводя к минимуму термическое
разложение материала.
3. Фильтрация и метрология
Плавленный ПЭТ удаляет примеси и неплавленные частицы через фильтры (сетевые переключатели), защищает оборудование вниз по
течению и улучшает качество продукции. Заменитель экрана имеет два типа: ручной и автоматический; Автоматический переключатель
сети может заменить фильтр без останова и повысить производительность. Затем расплав через измерительный насос, измерительный
насос точно контролирует производительность, чтобы обеспечить равномерную толщину пластины. Измерительный насос изготовлен
из высокоточного сплавного материала, способного выдерживать высокие температуры и высокое давление, обеспечивая стабильность
потока расплава.
4. Формирование
Плавленный ПЭТ выдавливается через Т - образную головку, чтобы сформировать начальную форму листа. Конструкция каналов формы
оптимизирована, чтобы обеспечить равномерное распределение расплава по всей ширине, уменьшая застой и деградацию. Разрыв между
губами модуля можно настроить, чтобы точно контролировать ширину и толщину пластины, чтобы соответствовать различным спецификациям
продукта. Форма оснащена встроенным нагревателем и датчиком температуры для достижения равномерного распределения температуры,
обеспечивая физические свойства и внешнее качество пластины.
5. Охлаждение и формование
Изолированная пластина поступает в трехвалковый каландр, состоящий из верхнего, среднего и нижнего валков, для охлаждения и формования.
Верхний ролик регулирует гладкость поверхности листа, средний ролик регулирует толщину и однородность, нижний ролик дополнительно
охлаждает и транспортирует лист. Охлаждающая вода циркулирует внутри ролика, быстро снижая температуру пластины, предотвращая
деформацию или внутреннее напряжение из - за перегрева. Ролики обычно изготавливаются из зеркальных полированных материалов высокой
твердости, а поверхность обрабатывается хромированным или специальным покрытием для повышения износостойкости и срока службы.
6. Тяжка и намотка
После охлаждения и формования пластина стабильно тянется тяговым устройством, которое контролирует скорость и натяжение, чтобы
предотвратить растяжение и деформацию во время обработки. Тягающее устройство управляется преобразователем частоты или сервомотором
в сочетании с усовершенствованной системой управления натяжением, которая точно контролирует скорость работы и натяжение. Наконец,
бумага свернута моталкой в рулон, что облегчает хранение и транспортировку. Способы намотки включают поверхностное трение и центральную
намотку. Роллеры могут быть оснащены функцией автоматического переключения роликов для повышения эффективности производства и
уменьшения вмешательства человека.
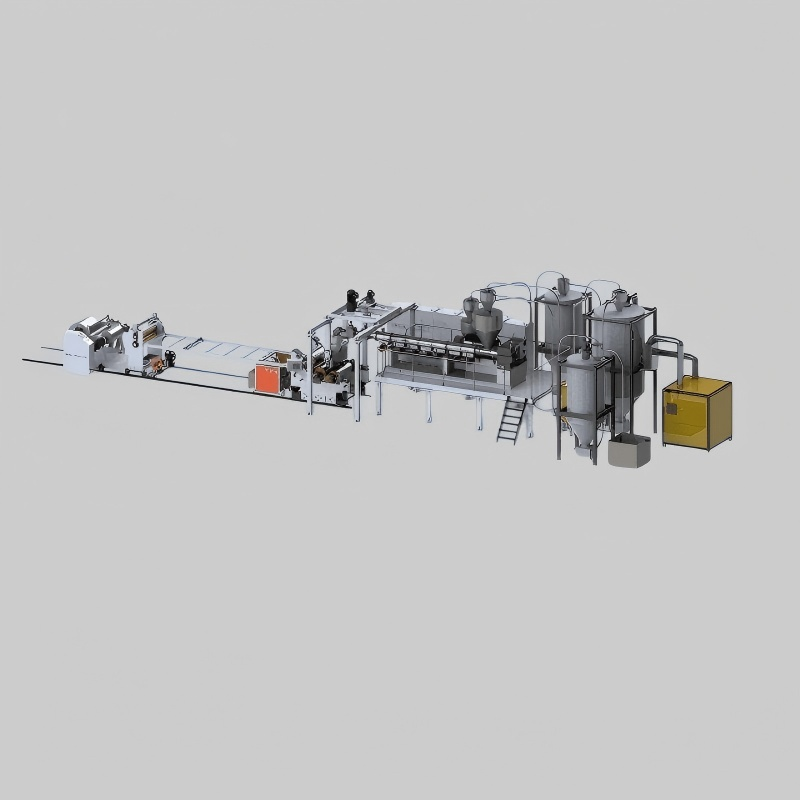
II. Компоненты основного оборудования
Линия экструзии ПЭТ состоит из нескольких устройств, обеспечивающих непрерывность, эффективность и стабильное качество продукции на
протяжении всего производственного процесса. Основное оборудование включает в себя автоматические системы подачи, экструдеры,
сетевые переключатели, измерительные насосы, Т - образные модели, трехвалковые каландры, тяговые устройства и моталки.
Автоматическая система подачи: реализация автоматической подачи, измерения и смешивания сырья, в основном состоит из вакуумных
загрузчиков и измерительных устройств. Вакуумный питатель доставляет сухое сырье в бункер экструдера, измерительное устройство точно
контролирует соотношение сырья и добавок, уменьшает ручную работу, повышает эффективность производства и точность формулы.
экструдер: основное оборудование производственной линии; Конструкция винта и цилиндра напрямую влияет на пластификацию и
экструзию материала. Винт использует оптимизированную конструкцию, такую как разделение и барьер, для улучшения эффекта пластификации и смешивания. Трубка изготовлена из высококачественной износостойкой коррозионно - стойкой стали, обеспечивающей долговечность и стабильность оборудования.
Сетевой переключатель и измерительный насос: обеспечивает чистоту расплава и стабильность скорости потока. Переключатель сети может
работать вручную или автоматически; Автоматический переключатель сети может заменить фильтр, не останавливая машину, чтобы избежать
сбоев в производстве. Измерительный насос использует прецизионную шестерную структуру, точно контролирует выход расплава,
стабилизирует давление расплава и улучшает согласованность качества продукции.
T - Die: Определение ширины и толщины листов. Его внутренний проток спроектирован разумно, с использованием структуры вешалки, чтобы
обеспечить равномерное распределение расплава, уменьшить мертвую зону. Разрыв между губами модуля может быть отрегулирован вручную
или автоматически, с точным контролем температуры, чтобы обеспечить точность размера и качество поверхности продукта.
Трехвалковый каландр: охлаждающий и формовочный лист. Расположение роликов (например, тип I, L, обратный L) и обработка поверхности
(например, зеркальная обработка, субсветовая обработка) могут быть скорректированы в соответствии с требованиями продукта.
Гидравлическая или пневматическая система точно контролирует давление ролика и зазор, обеспечивая равномерную толщину пластины и
гладкость поверхности.
Тягающие устройства и моталки: отвечают за буксировку и намотку бумаги, используя передовые системы привода и управления, такие как
сервомотор и управление PLC, для обеспечения стабильности и последовательности процесса. Моторная машина может быть оснащена
автоматическим управлением натяжением и устройством позиционирования края для обеспечения качества намотки.
III. Технические характеристики
Производственная линия экструзии ПЭТ имеет следующие технические характеристики:
Эффективность: Оптимизированная конструкция винта и структура канала повышают эффективность пластизации, снижают потребление
энергии и термическую деградацию материала. Общая конструкция производственной линии рациональна, оборудование работает стабильно,
может быть высокоскоростным, высокопроизводительным. Максимальная производительность может достигать 1500 кг в час для
удовлетворения потребностей массового производства.
Энергосбережение и охрана окружающей среды: использование энергосберегающих двигателей и технологий управления преобразованием
частоты для снижения энергопотребления. ПЭТ - материалы на 100% перерабатываются и соответствуют требованиям охраны окружающей
среды и устойчивого развития. Производство отходов в процессе производства сводится к минимуму, и для повторного использования отходов
используются системы рекуперации обрезки, что снижает затраты на производство.
Интеллектуальное управление: производственная линия оснащена передовой системой управления PLC и человеко - машинным интерфейсом
(HMI) для централизованного управления и мониторинга всего производственного процесса. Параметры настройки, состояние работы и
сообщение тревоги с первого взгляда. Функции удаленного мониторинга и диагностики позволяют удаленное обслуживание и устранение
неполадок, повышая доступность и эффективность обслуживания оборудования.
Многофункциональность: линия может производить однослойные и многослойные сополимерные пластины (например, A / B, A / B / A структуры)
для удовлетворения потребностей различных клиентов и рынков. Изменяя форму, регулируя технологические параметры и добавляя
функциональные добавки, можно производить пластины со специальными свойствами, такими как антистатические, барьерные и
высокотемпературные свойства.
IV. Области применения
Благодаря своим превосходным физическим и химическим свойствам, ПЭТ - листы широко используются в следующих областях:
Упаковка пищевых продуктов: используется для производства термоформованных поддонов, контейнеров для пищевых продуктов,
стаканов для напитков, крышек и т. Д., С хорошей прозрачностью и барьерностью, чтобы обеспечить безопасность и свежесть пищевых
продуктов.
Фармацевтическая упаковка: используется для изготовления фармацевтических лотков и упаковки медицинского оборудования, чтобы
обеспечить стерильную и экологически чистую упаковочную среду, соответствующую высоким стандартам фармацевтической промышленности.
Упаковка электронных изделий: изготовление антистатических пластин, защита электронных компонентов от электростатических
повреждений, удовлетворение особых потребностей в упаковке интегральных схем, чипов, прецизионных приборов и других электронных
продуктов.
Другие области: например, рекламные панели, строительные декоративные материалы, интерьер автомобиля и т. Д. Используйте устойчивость
к удару, стойкость к погоде и обрабатываемость ПЭТ - листов для удовлетворения разнообразных потребностей применения.
V. Общие спецификации
Спецификации ПЭТ - листов могут быть адаптированы к различным приложениям и потребностям. Общие спецификации следующие:
Толщина листов: обычно от 0,15 мм до 2,0 мм.
0.15 - 0,5 мм: для одноразовой упаковки, ультратонких листов, прозрачных пленок и т.д.
0,5 - 1,2 мм: для общей пищевой тары, поддонов, термоформованной упаковки и т.д.
1.2 - 2,0 мм: для промышленной упаковки, строительных материалов, рекламных щитов и т.д.
Ширина листов: от 600 до 1500 мм. Общие спецификации включают 600 мм. 800 мм, 1000 мм, 1200 мм, 1500 мм, может быть выбран в соответствии
с конфигурацией оборудования и требованиями к продукции.
Спецификации экструдеров:
Диаметр винта:
Один винт: 90, 105, 120, 150, 180
Двойной винт: 65 мм, 75 мм, 95 мм, 110 мм
Отношение длины к диаметру (L / D): обычно 30: 1 - 36: 1; Большие L / D приводят к лучшей пластификации.
Производственная мощность (производительность): диапазон от 200 кг / ч до 1500 кг / ч. Общие спецификации включают 200 кг / ч, 300 кг / ч, 500
кг / ч, 800 кг / ч, 1000 кг / ч, 1500 кг / ч позволяет выбрать подходящий объем производства в соответствии с потребностями производства и
размерами рынка.
Скорость производственной линии: обычно от 10 м / мин до 30 м / мин. Высокоскоростная производственная линия может достигать 50 м / мин.
Требуется корректировка в сочетании с толщиной пластины и охлаждающей способностью.
VI. Анализ рынка
1. Размер и рост рынка
Быстрое развитие мировой упаковочной промышленности, особенно пищевой и фармацевтической, привело к постоянному росту спроса на
высококачественные упаковочные материалы, что способствовало расширению рынка ПЭТ - таблеток. Согласно исследованию рынка,
ожидается, что мировой рынок ПЭТ - листов будет продолжать стабильно расти в течение следующих нескольких лет, при этом ожидается,
что совокупный ежегодный рост превысит 5%.
2. Движущие силы рынка
Повышение осведомленности об охране окружающей среды: глобальный спрос на переработанные и устойчивые материалы растет, а
рециркуляция и экологичность ПЭТ делают его популярным.
Модернизация потребления: растущие требования к качеству и безопасности упаковки повышают спрос на высокопроизводительные
ПЭТ - пластины.
Технический прогресс: постоянное совершенствование экструдирующего оборудования и процессов повышает эффективность производства
и качество продукции, снижает себестоимость производства и расширяет применение на рынке.
3. Проблемы отрасли
Колебания цен на сырье: цены на ПЭТ - смолы зависят от нефтяного рынка и могут привести к нестабильности производственных издержек.
Конкурентное давление: развитие альтернативных материалов (например, PLA и биоразлагаемых пластмасс) и новых упаковочных технологий
создает проблемы для рынка ПЭТ - листов.
Регулятивные ограничения: страны все более жестко регулируют пластиковые изделия, требуя, чтобы предприятия адаптировались к
экологическим правилам и стандартам, что может увеличить затраты на соблюдение.
4. Будущие тенденции
Циркулярная экономика: содействие переработке и повторному использованию ПЭТ - листов, развитие замкнутых цепочек поставок и
сокращение отходов ресурсов.
Функциональные панели: разработка панелей со специальными функциями, такими как барьерные свойства, антибактериальные свойства
и антистатические функции для удовлетворения потребностей рынка высокого класса.
Интеллектуальное производство: внедрение технологии Industry 4.0 для реализации цифрового и интеллектуального управления
производственными линиями, повышения эффективности производства и уровня управления.
Расширение развивающихся рынков: расширение приложений в новых областях, таких как электроника, автомобили и строительство,
и поиск новых возможностей для роста.
5. Рыночные возможности
Поддержка политики: Многие страны поощряют разработку возобновляемых ресурсов и экологически чистых материалов для
оказания политической поддержки отрасли ПЭТ - проката.
Потребительские тенденции: Потребительский спрос на экологически чистую упаковку и высококачественную продукцию открывает
новые рыночные возможности для бизнеса.
Техническое сотрудничество: сотрудничество с научно - исследовательскими институтами и университетами в области технологических
инноваций и разработки продуктов для повышения конкурентоспособности предприятий.
VII. Факторы, которые необходимо учитывать при выборе оборудования
При выборе оборудования для линии экструзии ПЭТ - листов следует учитывать следующие факторы:
Позиция продукции: определение спецификаций продукции, требований к производительности и качеству в соответствии с целевым
рынком и потребностями клиентов.
Производственные мощности: Выбирайте подходящие спецификации оборудования и мощности в соответствии с потребностями производства
и рыночными прогнозами, чтобы избежать чрезмерных инвестиций или нехватки производственных мощностей.
Технический уровень: учитывать технический прогресс, степень автоматизации и масштабируемость оборудования для удовлетворения
будущих потребностей развития.
Инвестиционный бюджет: всесторонняя оценка стоимости оборудования, эксплуатационных расходов и доходности инвестиций для выбора
рентабельного решения.
Послепродажное обслуживание: выберите поставщика оборудования с хорошей репутацией и надежным послепродажным обслуживанием,
чтобы обеспечить стабильность оборудования, своевременное обслуживание.
VIII. Выводы
Линия экструзии ПЭТ - листов занимает важное место в современной упаковочной промышленности. Его высокоэффективные, экологически
чистые и интеллектуальные характеристики удовлетворяют потребности рынка в высококачественных и разнообразных упаковочных
материалах. Столкнувшись с рыночными возможностями и вызовами, предприятия должны идти в ногу с тенденциями развития отрасли,
уделяя особое внимание технологическим инновациям и качеству продукции, повышению основной конкурентоспособности и достижению
устойчивого развития.
Для получения дополнительной информации или специализированной технической поддержки рекомендуется обратиться к опытному
производителю оборудования или инженеру - технологу. Они могут предлагать индивидуальные решения в соответствии с вашими конкретными
потребностями для содействия развитию вашего бизнеса.
Контакт: Charles
Сотовый телефон: 18861950103
Контактный адрес: saley@gwell.cn
Whatsapp:+86-18861950103
Электронная почта: . 90# Shengfeng Road,Dafeng Economic Develepment Zone,YanCheng ,JiangSu ,China.
We chat








